Forged Fittings vs. Cast Fittings: Which Is Right for Your Industrial Application?

Why the Manufacturing Process Matters More Than You Think
When procurement teams and project engineers specify pipe fittings, the focus often falls on material grade, pressure rating, or dimensional standard. Rarely does the conversation start with how the fitting was made — and that oversight can cost companies significantly in maintenance downtime, safety incidents, and replacement expenses.
At Remax Forge & Fittings, we manufacture precision forged fittings that go into some of the most demanding piping systems on the planet — from upstream oil & gas facilities in the Middle East to high-pressure chemical plants across India and Southeast Asia. Over years of working with global clients, one question keeps surfacing: What is the real difference between forged fittings and cast fittings, and how do I know which one my project needs?
This guide answers that question comprehensively. By the end, you will understand the metallurgical basis for each process, the performance implications for real-world applications, the applicable standards, and the scenarios where each type excels.
Understanding the Forging Process: Metallurgy in Motion
Forging is one of the oldest metalworking techniques in human history, but modern industrial forging has evolved into a precise, highly controlled science. At its core, forging involves shaping metal under compressive force — either by hammering, pressing, or rolling — while the metal is in a solid state, typically at elevated temperatures (hot forging) but sometimes at or near room temperature (cold forging).
The Hot Forging Cycle
For carbon steel, alloy steel, and stainless steel fittings, hot forging typically proceeds as follows:
- Billet preparation: A pre-cut steel billet of the appropriate weight is selected based on the finished fitting's dimensions.
- Heating: The billet is heated in a furnace to forging temperature — typically between 1,100°C and 1,250°C for carbon steels, adjusted for alloy content.
- Die forging: The hot billet is placed in a die and struck or pressed, causing the metal to flow and fill the die cavity.
- Trimming: Flash (excess metal) is trimmed.
- Heat treatment: Post-forging heat treatment (normalizing, annealing, quenching, tempering) refines grain structure and achieves the required mechanical properties.
- Machining: Threads, socket openings, or bearing faces are machined to precise tolerances.
- Inspection & testing: Hardness, tensile strength, dimensional checks, and NDT as required.
The Microstructural Advantage of Forging
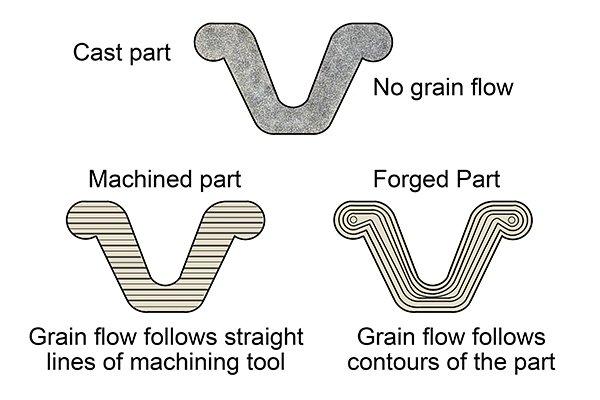
During forging, the compressive force closes internal voids and micro-porosity present in the original billet. More importantly, the forging process refines and aligns the grain flow of the metal — a phenomenon that is fundamental to mechanical performance.
In a well-designed forging die, the grain flow follows the contour of the fitting. This means that stress concentrations — which in service occur at threads, shoulders, and bore changes — are oriented along the grain boundaries, not across them. The practical effect is substantially higher resistance to fracture, fatigue, and impact loading compared to a fitting where grain structure is random.
This is not a theoretical benefit. ASTM standards for forged fittings explicitly recognize these properties, which is why they permit higher allowable stresses than equivalent cast products in many pressure-temperature tables under ASME B31.3 and ASME Section VIII.

Understanding the Casting Process
Casting involves melting metal, pouring it into a mold shaped like the desired fitting, and allowing it to solidify. Once cooled, the casting is removed, cleaned, and machined to final dimensions.
Common Casting Methods Used for Industrial Fittings
- Sand casting is the most common and economical method for larger fittings. Molten metal is poured into a sand mold, which is broken apart after solidification. Surface finish is relatively rough, and dimensional tolerances are wider.
- Investment casting (lost-wax casting) produces finer surface finishes and tighter tolerances. A wax pattern is coated in ceramic, the wax is melted out, and metal is cast into the ceramic shell. This method is common for complex valve bodies and fittings where machining access is difficult.
- Centrifugal casting spins the mold as metal is poured, using centrifugal force to distribute the metal and reduce central porosity. It is widely used for pipe and tube production.
Limitations of the Casting Process
Because casting involves solidification from a liquid state, inherent challenges arise:
- Porosity: Gas bubbles or shrinkage voids can become trapped as the metal solidifies. These internal defects reduce effective wall thickness and create initiation sites for cracking under cyclic or high-pressure loading.
- Segregation: Alloying elements can concentrate unevenly as the metal cools, leading to regions with different compositions and properties within the same fitting.
- Random grain structure: Unlike forging, casting produces equiaxed (randomly oriented) grains. There is no inherent grain flow alignment relative to the fitting geometry.
- Surface defects: Sand inclusions, cold shuts, and misruns require careful inspection.
Reputable casting manufacturers mitigate these issues through rigorous quality control, radiographic inspection, and heat treatment. However, the fundamental metallurgical limitations remain, which is why pressure ratings for cast fittings are generally lower than for forged equivalents of the same material and wall thickness.
Key Performance Differences — A Comparative Analysis
Understanding the manufacturing processes allows us to predict how forged and cast fittings will perform in service. Here is a structured comparison across the parameters that matter most in process industries:
Mechanical Strength
Forged fittings consistently outperform cast fittings in tensile strength, yield strength, and impact toughness — particularly at sub-zero temperatures. The ASTM A105 carbon steel forged fitting specification requires a minimum Charpy impact value at low temperatures that many cast fittings cannot match.
For high-pressure applications such as wellhead equipment, hydraulic systems, or steam headers operating above 600 psig, forged fittings are typically mandatory under process safety management standards.
Fatigue Resistance
Repeated pressure cycling — common in compressor suction/discharge lines, water hammer-prone systems, and variable-load process plants — is a primary cause of fitting failure. Forged fittings, with their refined, oriented grain structure and absence of internal voids, offer substantially better fatigue life. Failures at cast fitting thread roots under cyclic loading are a documented failure mode in oil & gas facilities.
Pressure-Temperature Ratings
ASME B16.11 (Forged Fittings, Socket-Welding and Threaded) provides pressure ratings based on pipe schedule and class (3000#, 6000#, 9000# for threaded; 3000# and 6000# for socket-weld). These ratings assume forged manufacture.
ASME B16.3 covers malleable iron threaded fittings, and ASME B16.4 covers gray iron — both inherently lower-pressure applications. Stainless and alloy steel cast fittings fall under MSS SP-43 and related standards, which carry lower allowable stresses.
In practical terms, a 2-inch 3000# forged stainless steel socket-weld elbow can handle pressures and temperatures that a cast equivalent of the same nominal wall cannot.
Leak Integrity
Forged fittings have lower porosity and fewer internal defects, which translates to superior leak integrity — a critical consideration in hydrocarbon service, toxic fluid handling, and cryogenic applications where even a slow fugitive emission is a safety, environmental, or regulatory violation.
Weight and Compactness
Because forging achieves higher strength per unit of material, forged fittings can achieve the same pressure rating with a lighter, more compact body than cast equivalents. This matters in weight-sensitive applications like offshore topside piping and aerospace support systems.
Standards and Specifications Governing Forged and Cast Fittings
Navigating the standards landscape can be confusing, especially since different industry sectors reference different codes. Here is a structured overview:
Key Standards for Forged Fittings
| Standard | Scope |
|---|---|
| ASTM A105 | Carbon steel forgings for ambient- and elevated-temperature service |
| ASTM A182 | Alloy and stainless steel forged or rolled fittings, flanges, and valves |
| ASTM A350 | Carbon and low-alloy steel forgings requiring notch toughness (low-temperature service) |
| ASTM A694 | Carbon and alloy steel forgings for pipe flanges and fittings for high-pressure transmission |
| ASME B16.11 | Dimensional standard for forged socket-weld and threaded fittings |
| MSS SP-83 | Socket-weld and threaded union specifications |
Key Standards for Cast Fittings
| Standard | Scope |
|---|---|
| ASTM A216 (WCB, WCC) | Carbon steel castings for high-temperature service |
| ASTM A351 (CF8, CF8M) | Austenitic stainless steel castings |
| ASTM A352 | Ferritic and martensitic steel castings for low-temperature service |
| ASME B16.9 | Factory-made wrought butt-welding fittings (note: wrought, not necessarily forged) |
| MSS SP-43 | Wrought and fabricated butt-welding fittings for low-pressure, corrosive service |
ASME B31.3 Process Piping — The Governing Code
Most process plant piping is designed under ASME B31.3. This code allows the designer to use published pressure-temperature ratings from the applicable fitting standard, or to calculate custom ratings. Forged fittings, by virtue of higher allowable stresses, provide more headroom in these calculations, allowing the same fitting to serve in more demanding service conditions.
Application Guide — When to Specify Forged vs. Cast Fittings
The choice between forged and cast fittings is rarely absolute — it depends on the service conditions, regulatory requirements, and project economics. Here is a practical guide:
Specify Forged Fittings When:
- High pressure service: Class 3000# and above for threaded fittings; Class 600# and above for flanged systems
- High or low temperature extremes: Superheated steam service, cryogenic LNG applications, or any service below -29°C or above 427°C
- Cyclic loading or vibration: Compressor piping, pump discharge headers, or any system subject to water hammer or pulsation
- Toxic or flammable fluid service: Where leak tightness is a safety imperative under regulatory frameworks (OSHA PSM, ATEX, PED)
- Small diameter, high-integrity connections: 1/4" to 4" instrument impulse lines, sample systems, chemical injection points
- Subsea and offshore topside piping: Weight limitations and reliability requirements mandate forged components
- Nuclear and power generation systems: ASME Section III requirements effectively require forged fittings for primary circuit applications
Cast Fittings Are Appropriate When:
- Lower pressure, non-critical service: Cooling water, fire water, HVAC, and general utility systems where operating pressures are well within the fitting's rated capacity
- Large diameter and complex geometries: Above 4-6 inches, forging dies become very expensive, and investment or sand casting can produce complex shapes more economically
- Valve bodies and complex internals: Casting allows for internal passages and body geometries that are impractical to forge
- Economies of scale for standard ratings: In low-risk utility service, ASTM A216 WCB cast fittings are a cost-effective and perfectly adequate choice
Quality Assurance — What to Demand from Your Supplier
Whether you specify forged or cast fittings, the quality of the supplied components is ultimately a function of your supplier's quality management system, raw material traceability, testing rigor, and documentation practices. Here is what Remax Forge & Fittings delivers — and what every serious buyer should demand:
Material Traceability
Every fitting should be traceable to its heat of steel through a Mill Test Certificate (MTC) that documents chemical composition and mechanical properties per the applicable ASTM or EN standard. Remax Forge & Fittings provides full heat/lot traceability for every shipment, allowing customers to link each fitting back to its source material.
Dimensional Inspection
Fittings must meet the dimensional requirements of the applicable standard (typically ASME B16.11 for forged fittings). Our QC team performs 100% dimensional inspection on critical dimensions — bore, thread form and engagement length, socket depth, fitting-to-fitting gap — using calibrated gauges and coordinate measuring equipment.
Non-Destructive Testing
- PT/LPT: Detects surface-breaking cracks, particularly at thread roots
- MT/MPI: Detects near-surface defects in ferromagnetic materials
- UT: Detects volumetric internal defects
- RT: Provides a permanent record of internal integrity, particularly for cast components
Hardness Testing & 3rd Party Inspection
Post-forging heat treatment is validated by hardness testing (e.g., max 187 HBW for ASTM A105). We test and document hardness on every production lot. We also welcome and support third-party inspection by agencies such as Bureau Veritas, Lloyd's Register, SGS, DNV, or client-nominated inspectors.
Conclusion: Make the Right Choice with the Right Partner
The decision between forged and cast fittings carries real engineering and financial consequences. In high-pressure, high-consequence, or cyclically loaded services, specifying forged fittings is not merely a preference, it is an engineering necessity. In lower-risk utility applications, cast fittings provide excellent value.
Remax Forge & Fittings has been serving the global process industries with precision-manufactured forged fittings, flanges, and pipe components. Our products meet or exceed ASTM, ASME, MSS, and EN standards, and our quality management system is built around the demands of oil & gas, petrochemical, power, and chemical customers.
If you are evaluating suppliers for your next project, we invite you to request a product data sheet, review our quality certifications, or speak with our technical team. The right fitting, manufactured to the right standard, is the foundation of a reliable piping system.
Contact Remax Forge & FittingsFill this form and get a quote in 30 minutes — guaranteed
Let our experts take over from here!