Socket Weld Flange Manufacturer

Key Features
Socket-bore — pipe inserts and fillet welds outside only
Single external fillet weld; internal bore is smooth and flush once installed — no weld protrusion into flow path.
Mandatory 1.6mm gap before welding
Per ASME B31.3: withdraw pipe 1.6mm from socket bottom before welding. This gap prevents thermal expansion cracking during welding and in service.
Primarily ½" to 3" — small-bore high-pressure
Designed for small bore, high pressure instrument and process lines. Higher pressure rated than Slip-On of same size.
⚠️ Critical Installation Note — ASME B31.3 Code Requirement
Per ASME B31.3 Process Piping Code: After inserting the pipe to the bottom of the socket, withdraw the pipe back approximately 1.6mm (1/16") BEFORE welding. This gap is MANDATORY to prevent buckling/cracking of the pipe from thermal expansion during welding and during operation. Failure to leave this gap is a code violation and a common cause of weld failure.
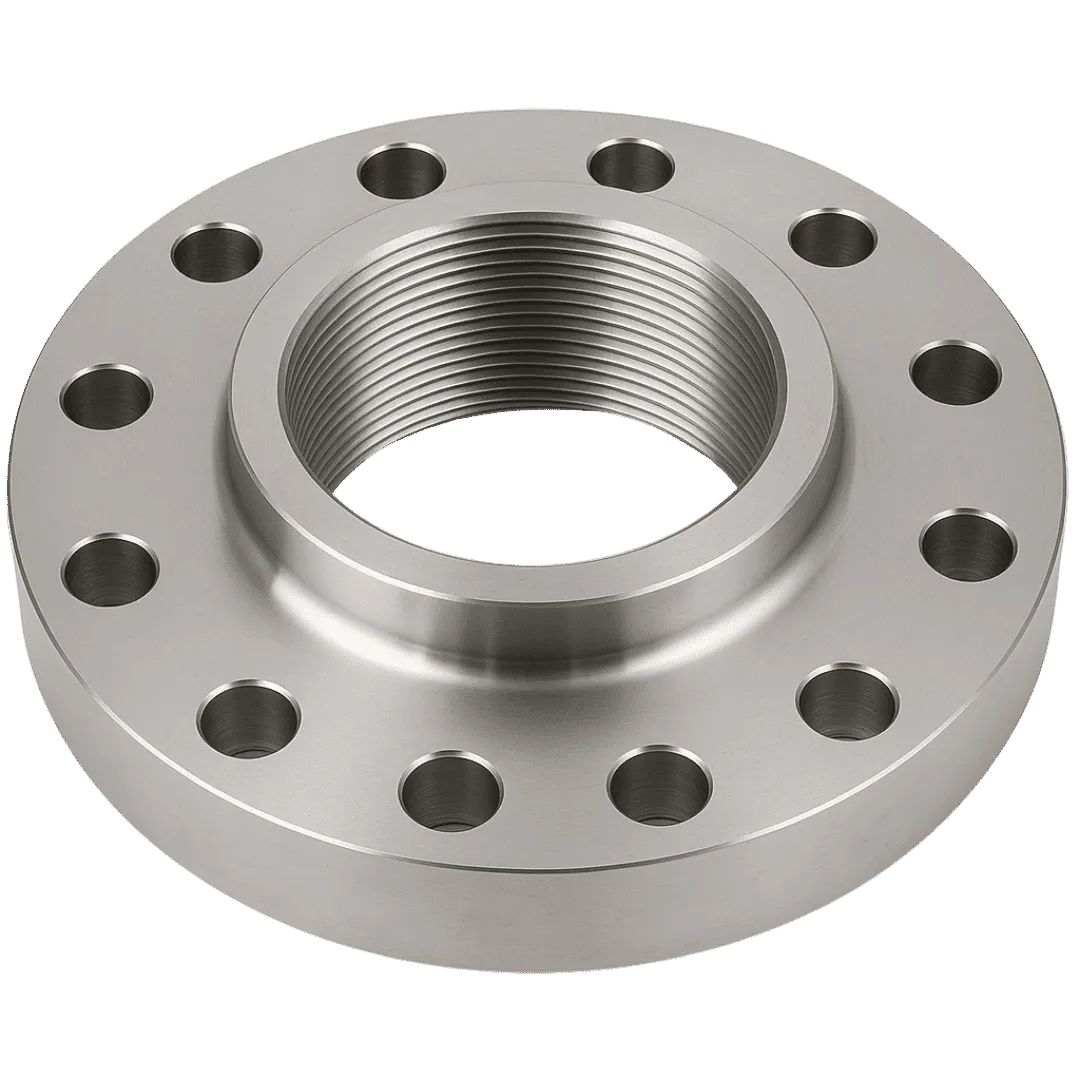
What is a Socket Weld Flange?
A Socket Weld Flange (SW Flange) has a socket-type bore — the pipe end is inserted into the socket and then secured with a single fillet weld on the outside of the socket only. The internal bore of the flange is smooth and flush once installed, providing excellent flow characteristics.
Industry Abbreviations
Key Technical Points:
- Primary range: NPS ½" to 3" — socket weld is designed for small-bore, high-pressure piping
- Higher pressure rated than Slip-On of same size because of the contained socket design
- Cannot be used for cryogenic service (socket creates a potential leak trap due to thermal cycling)
- NOT recommended for corrosive media (crevice corrosion can occur at bottom of socket)
- One weld only (external fillet) — no internal weld access possible once assembled
🔗 For sizes above 3" or critical/cryogenic service, our Weld Neck Flange is the preferred choice. Compare our complete flange range.
Standard Specifications
The table below answers the most common buyer questions about Socket Weld Flanges in one place:
| Property | Detail |
|---|---|
| Product Names | Socket Weld Flange, SW Flange, SWRF, SWFF, Socket Flange |
| Primary Size Range | ½" (15 NB) to 3" (80 NB) — standard socket weld range |
| Extended Range | Up to 4" available; beyond 3" consider Weld Neck instead |
| Pressure Classes | 150#, 300#, 600#, 900#, 1500#, 2500# (ASME B16.5); Forged Class 3000#, 6000# (ASME B16.11) |
| Face Types | RF (most common), FF; RTJ generally not used at these small sizes |
| Standards | ASME B16.5, ASME B16.11 (Forged Fittings), ASME B31.3 (Process Piping) |
| Mandatory Gap | 1.6mm gap at pipe bottom before welding (ASME B31.3 / B31.1 requirement) |
| Crevice Note | Not recommended for highly corrosive or sanitary service — crevice at socket bottom |
| MTC | EN 10204 3.1 standard; 3.2 on request |
| Lead Time | 7–14 days standard |
Socket Weld Flange Material Grades
We forge Socket Weld Flanges in Stainless Steel, Duplex, Super Duplex, Carbon Steel, Alloy Steel, and Nickel Alloys (Inconel, Hastelloy, Monel):
| Material Category | Grades / Specifications |
|---|---|
| Stainless Steel Socket Weld Flanges | ASTM/ASME A/SA182: F304, F304L, F316, F316L, F316H, F316Ti, F321, F347; Cast: CF3, CF3M, CF8, CF8M; DIN: 1.4301, 1.4306, 1.4401, 1.4404, 1.4408, 1.4409 |
| Duplex Steel Socket Weld Flanges | UNS S31803/S32205 — ASTM A182 Gr F51, F52, F53, F54, F55, F57, F59, F60, F61 |
| Super Duplex Socket Weld Flanges | UNS S32750/S32760 — ASTM A182 Gr F53, F55; Zeron 100 |
| Carbon Steel Socket Weld Flanges | ASTM/ASME A/SA105, A105N, A216-WCB; A350 LF2 (low temp); A694 F52/F56/F60/F65/F70/F80 (high yield); DIN 1.0460, 1.0402, 1.0619 |
| Alloy Steel Socket Weld Flanges | ASTM A182/ASME SA182: F5, F9, F11, F12, F22, F91 (all P-grades for high temp service) |
| Nickel Alloy Socket Weld Flanges | Inconel 600, 601, 625, 718, 690, X750 (ASTM B564/ASME SB564); Incoloy 800, 800H, 800HT, 825, 925 |
| Hastelloy Socket Weld Flanges | C276 (UNS N10276), C22 (UNS N06022), C4, C2000, B2, B3, X (ASTM B564) |
| Monel Socket Weld Flanges | Monel 400 (UNS N04400), Monel K500 (UNS N05500) — ASTM B564 |
| Pure Nickel Socket Weld Flanges | Nickel 200, 201, 205, 205LC — ASTM B564/ASME SB564 |
| Copper Nickel Socket Weld Flanges | CuNi 90/10 (C70600), CuNi 70/30 (C71500), UNS C71640 — ASTM/ASME SB 61/62/151/152 |
| Titanium Socket Weld Flanges | Gr.1, Gr.2, Gr.4, Gr.5, Gr.7 — ASTM B381/ASME SB381; R50250/R50400/R50550/R50700/R52400/R53400/R56400 |
| Aluminium Socket Weld Flanges | 5052, 6061, 6063, 2017, 7075 |
| Brass Socket Weld Flanges | 3602, 2604, H59, H62 |
| Special Alloy Socket Weld Flanges | Alloy 20 (ASTM B462 SB462 — Carpenter 20Cb-3); SMO 254/6Mo (UNS S31254, DIN 1.4547); Al6XN; AISI 4130; AISI 4140; Nimonic 75/80A/90; Gunmetal; Cast Iron |
 Forged Raw Billets stock
Forged Raw Billets stockSocket Weld Flange Standards & Specifications
Manufactured per ASME B16.5, B16.11, ASME B31.3, DIN, EN, JIS, and BS standards:
| Standard / Spec | Scope / Application Details |
|---|---|
| 🇺🇸ANSI/ASME B16.5 | NPS ½" to 24" — the primary standard for most flanges |
| 🇺🇸ASME B16.47 Series A (MSS SP-44) | NPS 26" to 60" — large diameter |
| 🇺🇸ASME B16.47 Series B (API 605) | NPS 26" to 60" — large diameter (lighter) |
| 🇺🇸ASME B16.36 | Orifice flanges |
| 🇺🇸ASME B16.48 | Line blinds & spectacle blinds |
| 🇪🇺DIN 2501 / EN 1092-1 | European metric standard — PN ratings |
| 🇯🇵JIS B2220 | Japanese Industrial Standard |
| 🇬🇧BS 4504 / BS 10 Table D/E/F/H | British Standard |
| 🇺🇸MSS SP-44 | Large diameter steel pipeline flanges |
| 🇺🇸API 6A | Wellhead and Christmas tree equipment |
| 🇺🇸API 605 | Large diameter carbon steel flanges |
| 🇺🇸AWWA C207 | Water works flanges |
| 🇷🇺GOST 12820 / 12821 | Russian/CIS standard |
| 🇦🇺AS 2129 / AS 4087 / AS/NZS 4331.1 | Australian standard |
| 🇰🇷KS B1503 | Korean standard |
| 🌐ISO 7005-1 / ISO 9624 | International standard |
| 🇺🇸SAE J518 | Hydraulic flanged tube fittings |
| 🇨🇳GB Standard | Chinese national standard |
ASME B16.5 Socket Weld Flange Dimensions Table
Class 150# dimensions including socket bore and socket depth. Dimensions per ASME B16.5. Weights are approximate for Carbon Steel A105:
Note: Socket bore = Pipe OD + 1.2–1.5mm clearance. Contact us for Class 3000# / 6000# per ASME B16.11.

NPS (inch)↕ | Pipe OD (mm)↕ | Socket Bore (mm)↕ | Socket Depth (mm)↕ | Flange OD (mm)↕ | Bolt Circle (mm)↕ | No. Bolts↕ | Bolt Ø (mm)↕ | Flange Thickness T (mm)↕ | Approx Wt CS (kg)↕ |
|---|---|---|---|---|---|---|---|---|---|
| ½ | 21.3 | 22.4 | 25 | 89 | 60 | 4 | 16 | 11.2 | 0.5 |
| ¾ | 26.7 | 28.0 | 29 | 98 | 70 | 4 | 16 | 12.7 | 0.6 |
| 1 | 33.4 | 34.9 | 32 | 108 | 79 | 4 | 16 | 14.3 | 0.8 |
| 1¼ | 42.2 | 43.7 | 35 | 117 | 89 | 4 | 16 | 15.9 | 1.0 |
| 1½ | 48.3 | 49.8 | 38 | 127 | 98 | 4 | 16 | 17.5 | 1.3 |
| 2 | 60.3 | 61.8 | 44 | 152 | 121 | 4 | 19 | 19.1 | 1.8 |
| 2½ | 73.0 | 74.6 | 51 | 178 | 140 | 4 | 19 | 22.4 | 2.8 |
| 3 | 88.9 | 90.5 | 57 | 190 | 152 | 4 | 19 | 23.9 | 3.5 |
* Socket bore = Pipe OD + 1.2–1.5mm clearance. Socket depth per ASME B16.5 Table 1. Dimensions per ASME B16.5. Weights are approximate for Carbon Steel A105. Contact us for Class 3000# / 6000# per ASME B16.11.
Flange Face Types
Socket Weld Flanges are primarily available as SWRF (Raised Face — standard) and SWFF (Flat Face). RTJ is generally not used at small bore sizes.
Raised Face (RF)
Most common. A raised circular ring that concentrates pressure on a smaller area to compress the gasket. Height: 1/16" for Class 150/300; 1/4" for Class 400 and above.
Flat Face (FF)
No raised portion; entire flange face is in the same plane. Used when mating against cast iron or non-metallic flanges to avoid cracking on bolt tightening.
Ring Type Joint (RTJ)
Oval or octagonal groove machined into the face; a metal ring gasket seats in the groove. Used in high-pressure, high-temperature critical service (refineries, oil fields).
Tongue & Groove (T&G)
One flange has a raised ring (tongue); the other a matching groove. Provides excellent alignment and a confined gasket. Used in pumps and valve bonnets.
Male & Female (M&F)
Similar to T&G but the female face is flat and the male face raised. Used in heat exchangers, pressure vessels, and high-integrity process joints.
Large Male & Female
Same operating principle as the standard Male & Female flange, scaled up with larger step contact surfaces for specialized heavy industrial equipment.
Advantages & Limitations of Socket Weld Flange
✅ Advantages
Smooth Internal Bore
Pipe end is fully contained in the socket; no gap or step inside the bore — excellent flow characteristics.
High Pressure Rated
Used in Class 3000# and 6000# (forged ratings) for small bore — higher pressure than Slip-On of same size.
One Weld Only
Single external fillet weld is simpler than Slip-On (which requires two welds — inside and outside).
Self-Aligning
Pipe bottoms out in the socket, ensuring concentricity and proper positioning before tack welding.
Compact Design
Low profile makes it suitable for tight spaces and congested piping areas.
Better Than Slip-On
Socket provides additional mechanical support at the joint — fatigue strength is 50% greater than Slip-On.
Limitations — Transparent Disclosure
Industries & Applications
✓ Primary Applications — Small Bore, High Pressure
Oil & Gas
Upstream extraction, midstream pipelines, downstream refineries.
Petrochemical
Chemical reactors, process lines, heat exchangers.
Power Generation
Boilers, steam turbines, nuclear plants, thermal power.
Pharmaceuticals
Hygienic piping, clean steam, pure water systems.
Food & Beverage
Sanitary flanges, sugar mills, beverage processing.
Paper & Pulp
Chemical recovery, bleaching lines.
Water Treatment
Municipal water, desalination, irrigation.
Shipbuilding
Offshore platforms, FPSOs, marine piping.
Chemical Plants
Acid service, caustic lines, solvent handling.
Construction
HVAC, fire suppression, utility headers.
Testing & Inspection
Rigorous zero-defect quality control including visual inspection, dimensional checking, PMI, UT, hydrostatic testing, and magnetic particle examination.
Hydrostatic / Hydro Pressure Test
Each flange pressure tested at 1.5x working pressure per ASME code requirements.
Ultrasonic Testing (UT)
Non-destructive testing to detect internal sub-surface cracks, inclusions and forging defects.
Radiographic Testing (RT / X-Ray)
100% radiography available; mandatory for critical Class 900+ high pressure services.
Positive Material Identification (PMI)
Spectrometer validation to verify alloy chemistry precisely matches the Mill Test Certificate.
Dye Penetrant Test (DPT / LPT)
Detects micro surface cracking and porosity on critical machined seating surfaces.
Magnetic Particle Inspection (MPI)
For ferromagnetic alloys; flags surface and near-surface structural discontinuities.
Hardness Test (Brinell/Rockwell)
Verifies correct heat treatment structure and ensures mechanical properties are hit.
Direct-Reading Spectrograph
In-house lab chemical checks of billets before forging process begins.
Impact / Charpy Test
Crucial for low-temperature applications to verify ductility (e.g. A350 LF2, LTCS).
NACE Compliance Testing
Verifies sour-gas / H2S environment service capability (NACE MR0175 / MR0103).
Documents & Certificates
Full documentation package including EN 10204 3.1 MTC, NACE compliance, heat treatment records, and third-party inspection from SGS, Lloyd's, and DNV.
Mill Test Certificate (MTC)
Provided as per EN 10204 3.1 detailing chemical & mechanical analysis.
EN 10204 3.2 Certificate
Independent third-party inspection validation (available upon request).
NACE MR0175 / MR0103 Compliance
Certified suitability for sour gas/H2S environments.
Raw Materials Certificate
Provides 100% trace origin tracking from steel billet to finished flange.
Dimensional Inspection Report
All critical tolerances checked and certified against CAD designs.
Heat Treatment Certificate
HTR and PWHT thermal chart records included where requested.
Hydrostatic Test Certificate
Pressure log documentation verifying weld integrity.
Third Party Inspection (TPI)
Bureau Veritas, SGS, Lloyds, DNV, TUV inspection options.
Packing List & Weight Certificate
Proper documentation for simple custom clearance and cargo log.
Country of Origin Certificate
Enables import tariff relief and compliance logging.
Socket Weld vs Other Flange Types
Use this quick comparison to verify Socket Weld is the right choice for your application:
| Feature | Socket Weld | Weld Neck | Slip On |
|---|---|---|---|
| Weld Joints Required | 1 external fillet weld | 1 butt weld (full penetration) | 2 fillet welds (inside + outside) |
| Primary Size Range | ½" to 3" (small bore) | ½" to 60" (all sizes) | ½" to 48" (all sizes) |
| Pressure Rating (small bore) | Highest (3000# / 6000# forged) | Highest per class | Lowest |
| Radiography (RT) | Not feasible (fillet weld) | Yes — 100% RT capable | Not feasible |
| Crevice Risk | Yes — socket bottom | None — butt weld | Minor — inner bead gap |
| Cryogenic Service | NOT recommended | Yes (recommended) | Not recommended |
| Code Gap Required? | Yes — 1.6mm mandatory | No — exact bore match | No |
| Best For | Small-bore, high-pressure lines | Critical/all-service | General/moderate service |
Surface Finish & Coating Options
Anti-rust Paint
Standard protection coat applied on carbon steel flanges.
Oil Black Paint
High-grade finish offering superior long-term storage corrosion block.
Yellow Transparent Lacquer
Allows technical inspectors to visually inspect metal surface during receiving.
Zinc Plated
Electro-galvanized bright zinc barrier layer for light industrial environments.
Hot Dip Galvanized (HDG)
Thick zinc alloy barrier layer for maximum outdoor marine rust protection.
Epoxy Coating
FBE or liquid epoxy coating for heavy buried pipelines and sewage lines.
Bare/Pickled & Passivated
Chemical acid cleaning to restore corrosion resistance for stainless steel.
Custom Coating
Special finishes customized exactly to customer painting specifications.
Export Markets
Global Export Network
Why Choose Remax Forge?
Remax Forge & Fittings stands out as a leading flange manufacturer due to our complete in-house forging, heat treatment, and precision CNC machining capabilities based in Mumbai. We provide certified compliance, factory-direct wholesale pricing, and custom forging schedules tailored to your engineering blueprints. With over 20 years of manufacturing experience, zero-defect quality management, and short lead times, we are a trusted supply partner for critical industrial piping projects.
ISO 9001:2015 Certified
Fully audited quality management workflows.
In-House Forging
Forging, heat-treat, machining in Mumbai.
Testing Laboratory
PMI, Spectro, UT, Hydro labs on-site.
Mill Certificates
EN 10204 3.1 standard; 3.2 available.
20+ Years Experience
Serving critical gas/oil clients globally.
45+ Export Countries
Proven global logistics and documentation.
Custom Forging
Special shapes, alloys and schedules.
Factory-Direct Price
Competitive pricing with no agent markup.
Technical Support
Engineers ready to assist spec selection.
Short Lead Times
Fast turnaround of custom and stock orders.
📥 Download Socket Weld Flange Catalogue (PDF)
Complete technical catalogue including dimension tables, socket bore data, material grades, standards, and weight charts — ready for your RFQ.
How to Order
Ordering high-quality forged flanges from Remax is straightforward. To ensure our engineering team provides you with a precise and competitive quote, please specify the exact flange type, nominal pipe size (NPS), pressure class rating, material grade, and facing configuration. Let us know your total quantity requirements and if you require any specialized testing or custom coatings. Contact us via email or phone for a quick, same-day response.
Direct Inquiries
Estimated Lead Times
Frequently Asked Questions
Common questions about Socket Weld Flanges — including max size, the 1.6mm gap requirement, SW vs Slip-On, cryogenic service, and standards.
Related Products
Compare our comprehensive range of industrial flanges for your piping project.



Fill this form and get a quote in 30 minutes — guaranteed
Let our experts take over from here!